





一、減小殘余拉應力、防止磨削燒傷和磨削裂紋的工藝途徑
對零件使用性能危害甚大的殘余拉應力、磨削燒傷和磨削裂紋均起因于磨削熱,所以如何降低磨削熱并減少其影響是生產上的一項重要問題。解決的原則:一是減少磨削熱的發生,二是加速磨削熱的傳出。
1、 選擇合理的磨削參數
為了直接減少磨削熱的發生,降低磨削區的溫度,應合理選擇磨削參數: 減少砂輪速度和背吃刀量;適當提高進給量和工件速度。但這會使粗糙度值增大而造成矛盾。
生產中比較可行的辦法是通過試驗來確定磨削參數;先按初步選定的磨削參數試磨,檢查工件表面熱損傷情況,據此調整磨削參數直至最后確定下來。
2、 選擇有效的冷卻方法
選擇適宜的磨削液和有效的冷卻方法。
二、采用冷壓強化工藝
對于承受高應力、交變載荷的零件可以來用噴丸、液壓、擠壓等表面強化
工藝使表面層產生殘余壓應力和冷硬層并降低表面粗糙度值,從而提高耐疲
勞強度及抗應力腐蝕性能。
1 、噴丸
噴丸是一種用壓縮空氣或離心力將大量直徑細小(40.4—2mm)的丸粒(鋼丸、玻璃丸)以35—50m/s的速度向零件表面噴射的方法。
2 、滾壓
用工具鋼淬硬制成的鋼滾輪或鋼珠在零件上進行滾壓,如圖8.14(b),使表層材料產生塑性流動,形成新的3光潔表面。表面粗糙度可自1.6μm降至0.1μm,表面硬化深度達0.2—1.5mm,硬化程度lo%一40%。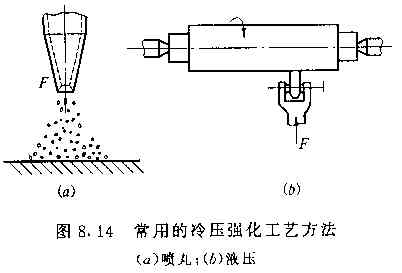
三、采用精密和光整加工工藝
精密加工工藝方法有高速精鏜、高速精車、寬刃精刨和細密磨
削等。
1、 光整加工工藝
光整加工是用粒度很細的磨料對工件表面進行微量切削和擠壓、擦光的過程。
光整加工工藝的共同特點是;沒有與磨削深度相對應的磨削用量參數,一般只規定加工時的很低的單位切削壓力,因此加工過程中的切削力和切削熱都很小,從而能獲得很低的表面粗糙度值,表面層不會產生熱損傷,并具有殘余壓應力。所使用的工具都是浮動連接,由加工面自身導向、而相對于工件的定位基準沒有確定的位置、所使用的機床也不需要具有非常精確的成形運動。這些加工方法的主要作用是降低表面粗糙度,—般不能糾正形狀和位置誤差,加工精度主要由前面工序保證。
(1)珩磨
珩磨是利用珩磨頭上的細粒度砂條對孔進行加工的方法,在大批量生產中應用很普遍。
(2)超精加工
超精加工是用細粒度的砂條以一定的壓力壓在作低速旋轉運動的工件表面上,并在軸向作往復振動,工件或砂條還作軸向進給運動
以進行微量切削的加工方法。
(3)研磨
研磨是用研具以一定的相對滑動速度(粗研時取0.67一0.83m/s,精研時取0.1一0.2m/s)在0.12一0.4MPa壓力下與被加工面作復雜相對運動的一種光整加工方法。
(4)拋光
拋光是在布輪、布盤或砂帶等軟的研具上涂以拋光膏來加工工件的。拋光器具高速旋轉,由拋光膏的機械刮擦和化學作用將粗糙表面的峰頂去掉,從而使表面獲得光澤鏡面(Ra=0.04一0.16ym)。


 客服1
客服1 